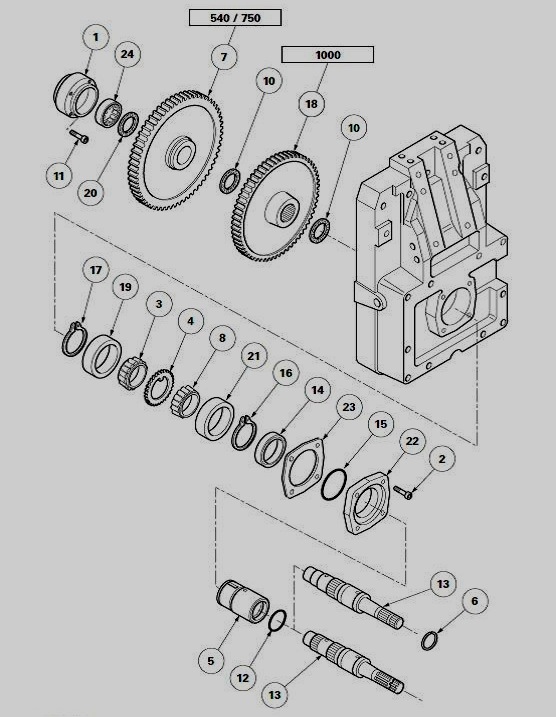
The GPA30 rear axle PTO housing encloses:
- the driving pinions;
- the driven pinions (7) (18) (540/1000 rpm or, optionally, 750/1000 rpm);
- the interchangeable output shaft (13) of the lower shaftline.
The interchangeable output shaft is supported:
- at the front by a cylindrical roller bearing (24). This bearing is fitted into the front bearing (1), which is attached to the rear partition of the centre housing;
- at the rear by a splined sleeve (5) which rotates on two taper roller bearings (3)(19) and (8)(21).

Taper roller bearing clearance is adjusted using shim(s) (23) placed between the PTO housing and the rear bearing (22). The driven pinions (7) (18) are constantly meshed with the upper shaftline driving pinions. In the 540 rpm or 750 rpm configurations, the interchangeable output shaft (13) is splined in rotation to the driven pinion (7). Pinion (18) runs idle on the hub of the pinion (7) and the front end of the sleeve (5). In the 1000 rpm configuration, the interchangeable output shaft (13) is splined in rotation to the pinion (18). Pinion (7) then runs idle in the bore of the pinion (18) and the front bearing (1). Friction washers (10) (20) ensure the contact between rotating parts.
Castellated washer (4) is integral via a tab with sleeve (5) which itself is splined to interchangeable output shaft (13). This washer informs the tractor electronic system of the output speed of the interchangeable shaft via a sensor (if fitted) located on the lower right-hand side of the PTO housing.
Lubrication
A central channel with radial ports on the interchangeable output shaft (13) provides splash lubrication of:
- the driven pinions (7) (18);
- the front cylindrical roller bearing (24);
- the friction washers (10) (20);
- the rear taper roller bearings (3) (19) and (8) (21).
The oil tightness of the rear bearing is provided by cassette seal (14) and O'ring (15).

Parts list
(1) Front bearing (2) Screw (3) Bearing cone (4) Castellated washer for sensor (if fitted) (5) Splined sleeve (6) Snap ring (7) 540 or 750 rpm driven pinion (8) Bearing cone (9) Protector (10) Friction washers (11) Screw (12) O�ring (13) Interchangeable output shaft (14) Cassette seal (15) O�ring (16) Circlip
(17) Circlip (18) 1000 rpm driven pinion (19) Bearing cup (20) Friction washer (21) Bearing cup (22) Rear bearing (23) Shim(s) (24) Cylindrical roller bearing
Removing and refitting the 540/1000 rpm or 750/1000 rpm driven pinions
Split the rear PTO housing from the centre housing.
Removing the 540/1000 rpm driven pinions (7) (18)
Place the PTO housing flat on a workbench in order to allow removal of the interchangeable output shaft (13). Recover the friction washer (20) that may still be on the driven pinion (7).
Take off:
- the snap ring (6);
- the interchangeable output shaft (13);
- the driven pinion (7).
Recover the friction washer (10) fitted between the driven pinions (7) (18).
Remove the driven pinion (18). Recover the friction washer (10) fitted between the pinion (18) and splined sleeve (5). Discard the O'ring (12).

Removing the 750/1000 rpm driven pinions (7) (18)
On the PTO with interchangeable output shaft (13), the removing procedure for 750/1000 rpm driven pinions (7) (18) is similar to that applied for the 540/1000 rpm driven pinions (7) (18).
Refitting the 540/1000 rpm driven pinions (7) (18)
Clean and check all components. Replace any defective parts.
Check that:
- the central channel and radial ports of the interchangeable output shaft (13) are not obstructed;
- the splined sleeve (5) free from chippings and/or burr.
Grease the O�ring (12) with clean transmission oil. Refit in the groove of the splined sleeve.
Lightly smear a friction washer (10) with miscible grease. Place the washer on the splined sleeve (5).
Stack the driven pinions (18) (7) on the splined sleeve (5), inserting the second friction washer (10), previously smeared with miscible grease, between each pinion.
Grease the interchangeable output shaft (13) with clean transmission oil. Engage it in the bores of the driven pinions (18) (7) and push home against the shoulder of the splined sleeve (5). Refit the snap ring (6).
Lightly smear the friction washer (20) with miscible grease. Place this washer against the cylindrical roller bearing (24). Fit the PTO housing in a vertical position.

Refitting the 750/1000 rpm driven pinions (7) (18)
On the PTO with interchangeable output shaft (13), the refitting of 750/1000 rpm driven pinions (7) (18) is similar to that of the 540/1000 rpm driven pinions (7) (18). Assemble the rear PTO housing to the centre housing.
Removing and refitting the front bearing
Split the rear PTO housing from the centre housing.
Removal
Recover the friction washer (20).
If necessary, release screws (11). Remove the front bearing block (1).
Note the orientation of the cylindrical roller bearing (24) in the front bearing block. Extract this bearing.
Refitting
Clean and check all components. Replace any defective parts.
Using a suitable locally made fitting drift, fit the cylindrical roller bearing into the bearing block, turning the rounded profile of its metallic cage towards the interchangeable output shaft (13).
Refit the front bearing block (if removed). Lightly smear the thread of the screws (11) with Loctite 242 or equivalent. Tighten these screws to a torque of 27 - 35 Nm.
Lightly smear the friction washer (20) with miscible grease. Place this washer against the cylindrical roller bearing (24). Assemble the rear PTO housing to the centre housing.
Removing and refitting the rear bearings
Split the rear PTO housing from the centre housing.
Removal
Place the PTO housing flat on a workbench in order to allow removal of the interchangeable output shaft (13).
If fitted, remove the sensor located on the lower right-hand side of the power take-off housing. Remove:
- the interchangeable output shaft (13);
- the driven pinions (7) (18).
Loosen the screws (2).
Remove the rear bearing assembly (22) which consists of:
- the cassette seal (14);
- the O�ring (15);
- the shim(s) (23).
Remove the cup (21) from the rear PTO housing.
Remove the rear bearing assembly (5) which consists of:
- bearing cones (3) (8);
- castellated washer (4);
- circlips (16) (17).
Remove cup (19).

Remove the circlips (16) (17) from the splined sleeve (5).
Split from the splined sleeve (5):
- the bearing cones (3) (8);
- the castellated washer (4).
Refitting
Clean and check all components. Replace any defective parts.
Check that:
- the central channel and radial ports of the interchangeable output shaft (13) are not obstructed;
- the splined sleeve (5) free from chippings and/or burr.
Refit on the splined sleeve (5):
- the castellated washer (4) by sliding its tab into the sleeve groove;
- the bearing cones (3) (8) on either side of the castellated washer;
- the circlips (16) (17).
Refit on the PTO housing:
- the bearing cup (19);
- the rebuilt splined sleeve assembly (5);
- the bearing cup (21).
If necessary, replace:
- the cassette seal (14);
- the O�ring (15) of the rear bearing.
Refit the original shim(s) (23) onto the bearing block (22) only if the rear bearings do not need shimming. The rear bearings must be shimmed if at least one of the following parts needs replacing:
- PTO housing;
- castellated washer (4);
- bearing cones and cups (3)(8) and (19)(21);
- rear bearing (22).
Lubricate the cassette seal (14) and O�ring (15). Refit the rear bearing (22) on the PTO housing. Lightly smear the thread of the screws (2) with Loctite 242 or equivalent. Tighten these screws to a torque of 72 - 96 Nm. Refit:
- the driven pinions (18) (7);
- the interchangeable output shaft (13).
If necessary, refit the sensor located on the lower right-hand side of the power take-off housing. Moderately tighten the screw. Fit the PTO housing in a vertical position. Assemble the rear PTO housing to the centre housing.
Removing and refitting the interchangeable output shaft
To avoid oil spillage when removing the interchangeable output shaft (13):
- either partially drain the rear axle;
- or chock the tractor front wheels using safety shims and raise the rear axle.
Removal
Take off:
- the snap ring (6);
- the interchangeable output shaft (13).
If necessary, discard the O'ring (12).
Refitting
Check that the splined sleeve (5) is free from chippings and/or burr.
If necessary, lubricate a new O�ring (12). Refit the seal in its groove.
Check that the central channel and radial ports of the interchangeable output shaft (13) are not obstructed;
Insert the interchangeable output shaft into the splined sleeve (5). Turn the shaft right and left to ensure that its splines mesh with those of the concerned driven pinion. Refit snap ring (6).
Depending on what was performed during operation :
- either top up the oil levels in the housings and check the transparent tube on the left-hand side of the centre housing;
- or place the tractor rear wheels back on the ground and remove the trolley jack and safety shims.
Replacing the rear bearing cassette seal
Partially drain the rear axle.
Extracting the seal
Loosen the screws (2).
Remove the rear bearing (22) by pushing the interchangeable output shaft forwards to hold the splined sleeve (5) in place. Recover the shim(s) (23).
Discard the O'ring (12).
Note the position of the cassette seal (14) in the rear bearing (22). Extract the cassette seal. Discard the O'ring (15).
Replacing the seal
Clean and check all components. Replace any defective parts.
Using the tool ref. 3378115M1, insert the cassette seal (14) in the bearing (22), turning the seal lip towards the inside of the PTO housing.
After inserting, check that the seal is positioned as indicated in figure.
Check that the splined sleeve (5) and interchangeable output shaft (13) are correctly positioned in the PTO housing.

Fit a new O�ring (15) on the rear bearing (22).
Lubricate the inner rim of the cassette seal (14) and O�ring (15) with clean transmission oil.
To facilitate refitting the rear bearing (22) on the PTO housing, screw two opposing threaded rods (M10 x 50 mm approximately) into the tapped screw holes (2). These rods shall be used as guides.
Position the rear bearing (22) with its original shim(s) on the threaded rods.
Hold the interchangeable output shaft pushed forwards. Simultaneously screw two nuts (M10) with flat washers on the threaded rods to uniformly insert:
- the rear bearing (22) into the PTO housing;
- The cassette seal (14) on the sleeve (5).
As soon as the rear bearing (22) rests against the shim(s) (23), remove the nuts and threaded rods.
Lightly smear the thread of the screws (2) with Loctite 242 or equivalent. Tighten these screws to a torque of 72 - 96 Nm.
Top up the oil level in the housings. Check it using the sight glass located to the left of the centre housing.
Shimming the rear bearings
Split the rear PTO housing from the centre housing.
Take off:
- the 540/1000 rpm or, optionally, 750/1000 rpm driven pinions;
- the sleeve assembly (5) consisting of the bearing cones (3) (8) and their cups, of the splined washer (4) and circlips (16) (17).
Shimming
Note dimensions A and B. To avoid being hindered by the resistance of the cassette seal (14) on the splined sleeve (5), the seal should be temporarily excluded during measurement of A and B values.

� Dimension A
Using a depth gauge, measure dimension A on the PTO housing.
� Dimension B
- Place the sleeve assembly (5) consisting of the bearing cones (3) (8) and their cups, of the splined washer (4) and circlips (16) (17) against the rear bearing (22).

- Ask an operator to exert a strong and constant manual pressure on the bearing cup (19).
- Turn the splined sleeve (5) from left to right so as to correctly seat the bearing cones in their cup.
- Measure dimension B at two opposing points. Take the average of the two measurements.
Calculate B - A. Depending on the result, select a thickness of shim(s) (23) to obtain a clearance J of 0.05 to 0.15 mm. If possible, shim so as to obtain minimum tolerance.

Final operations
Refit:
- the sleeve assembly (5) consisting of the bearing cones (3) (8) and their cup, of the splined washer (4) and circlips (16) (17);
- the rear bearing (22), fitted with:
- a new cassette seal (14),
- the shim(s) (23) selected during operation.
Lightly smear the thread of the screws (2) with Loctite 242 or equivalent. Tighten these screws to a torque of 72 - 96 Nm.
Refit the 540/1000 rpm or, optionally, 750/1000 rpm driven pinions;
Assemble the rear PTO housing to the centre housing.
0 comments:
Post a Comment